在发动机制造和维修过程中,缸套热装配是一项关键工艺。通过将气缸内孔加热到特定温度(如300°C),使缸体膨胀,然后趁热将缸套装入气缸内,可以有效防止冷缩间隙过大导致的漏油问题。本文将详细介绍缸套热装配的操作流程及其背后的原理,并展示中频加热机在这一过程中的应用优势。

缸套热装配是一种常见的机械装配工艺,主要用于解决缸套与气缸之间的冷缩间隙问题。具体操作步骤如下:
加热气缸:使用中频加热机将气缸内孔加热至300°C左右,使气缸材料膨胀。
安装缸套:在气缸膨胀的状态下,迅速将缸套装入气缸内孔中。
冷却固定:待气缸冷却后,缸体收缩,使缸套与气缸紧密贴合,形成牢固的连接。
这种工艺能够有效防止缸套与气缸之间的松动或漏油现象,确保发动机的正常运行。

中频加热机利用电磁感应加热原理,通过调节输出频率来改变能量输出方式,从而达到加热工件的目的。其工作原理主要包括以下几个方面:
1.电磁感应加热涡流效应:当高频电流通过感应线圈时,在工件内部产生涡流效应,使工件自身发热。
集肤效应:高频电流主要集中在工件表面附近,使得热量集中于表面层,加热效率更高。
2.精确控制数控系统:中频加热机配备先进的数控系统,能够精确控制加热过程中的温度、功率和时间等参数。
实时监控:通过红外测温仪等设备实时监控工件表面的温度变化,确保达到并保持在目标温度范围内。
3.高效节能快速加热:中频加热机能够在几秒钟内将金属加热到所需的温度,显著缩短了加热时间。
节能环保:相比传统的火焰加热方法,中频加热的能量利用率更高,减少了能源消耗,符合现代环保要求。
为了确保缸套热装配的成功实施,以下是详细的操作步骤:
1.准备工作检查设备:确保中频加热机处于良好工作状态,所有连接(电源、冷却系统等)都正常。
选择合适的感应器:根据气缸的尺寸和形状选择适当的感应器,以确保热量能够均匀分布在整个加热区域。
2.设置参数输入工艺参数:根据气缸材质(铸铁或铝合金)、尺寸和加热要求,在数控系统中输入相应的温度、功率、加热时间和冷却时间等参数。例如,目标温度设定为300°C,加热时间为几分钟。
调试设备:启动设备进行预热测试,确保各参数设置正确并达到预期效果。
3.加热过程放置工件:将待加热的气缸放入感应线圈内,确保其与感应线圈紧密接触。
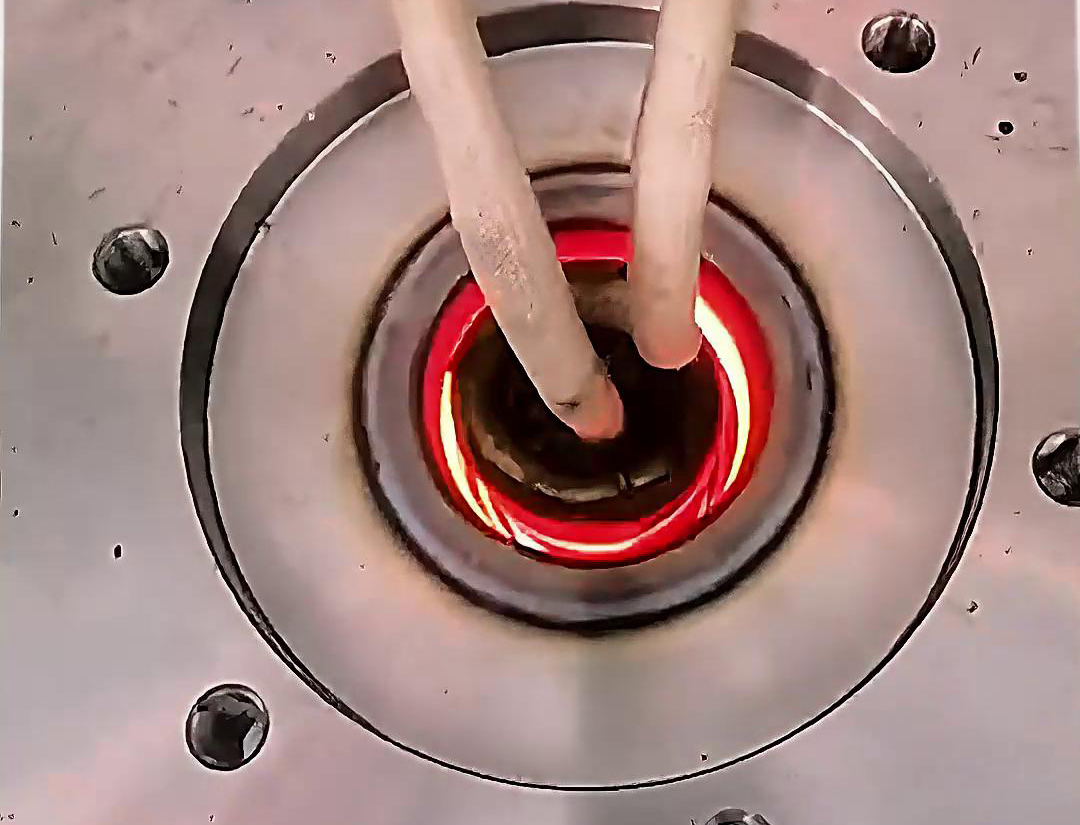
启动设备:启动中频加热机开始加热。你会看到,在短短几分钟内,气缸迅速升温至300°C,表面变得通红。使用红外测温仪实时监控气缸表面的温度变化,确保达到并保持在目标温度范围内。
4.安装缸套迅速安装:当气缸达到预设温度后,迅速将缸套装入气缸内孔中。由于气缸受热膨胀,可以轻松实现紧密配合。
自然冷却:让装配好的组件自然冷却,确保其恢复到常温状态,完成热装配过程。
5.出料与检测自动出料(如有):装配完成后,设备会自动将组件从加热区域移出,准备下一轮加工。
质量检测:对装配后的组件进行质量检测,确保没有出现裂纹或其他缺陷。

以下是一个典型的应用案例,展示了中频加热机在缸套热装配中的实际效果:
案例:某发动机制造厂背景:该厂主要生产各类发动机,其中缸套与气缸的装配是关键步骤。传统加热方法效率低下,且加热不均匀,影响产品质量。
解决方案:引入中频加热机后,气缸的加热时间大幅缩短,生产效率显著提升。同时,由于温控精度高,热装配质量更加稳定,减少了返工率。经过实验验证,中频加热机完全可以满足缸套热装配的需求,确保装配质量和可靠性。
安全性与注意事项尽管中频加热机具有诸多优点,但在实际操作中仍需注意以下几点:
防护措施:操作人员应穿戴防护服、手套、面罩等必要的防护装备,避免高温烫伤。
环境条件:确保操作现场通风良好,避免高温对周围环境造成影响。
设备维护:定期检查和维护中频加热机,确保其正常运行,避免因设备故障引发安全事故。

通过中频加热机进行缸套热装配,不仅能够提高生产效率,还能确保装配质量和可靠性。无论是对于铸铁还是铝合金材质的气缸,中频加热机都能提供高效、精准的加热解决方案,大大提升了发动机的整体性能。
